Οι Τεχνολογίες Συγκόλλησης της NASA θα μπορούσαν να αναθεωρήσουν την παραγωγή του Workboat

USW πρωτότυπο σύστημα στο MSFC. Φωτογραφία: NASA

Σχήμα 4. Δομή Εξαγωνικού CP Ti που δείχνει γωνιακές συγκολλήσεις TSW. Φωτογραφία: NASA
-την-90537 "Σχήμα 3 Ολοκληρώθηκε TSW πάχους 5 ιντσών (12 mm) CP Titanium. Σημειώστε την ελάχιστη θερμική παραμόρφωση. Εικόνα: NASA")
Σχήμα 3 Ολοκληρώθηκε TSW πάχους 5 ιντσών (12 mm) CP Titanium. Σημειώστε την ελάχιστη θερμική παραμόρφωση. Εικόνα: NASA

Σχήμα 3 CP Ti .500-σε παχύ γωνιακή συγκόλληση έξω και μέσα. Εικόνα: NASA
Οι διαδικασίες συγκόλλησης σε στερεά κατάσταση που αναπτύχθηκαν για τα προγράμματα παραγωγής της NASA θα μπορούσαν να μειώσουν σημαντικά τα κόστη κατασκευής του σκάφους
Είτε πρόκειται για ρυμουλκό, φορτηγό πλοίο ή υπεράκτιο εφοδιαστικό πλοίο, μεγάλο μέρος της βιομηχανίας κατασκευής εργατικών σκαφών βρίσκεται κατά μήκος της νότιας ακτής των ΗΠΑ. Αλλά μια επίσκεψη σε οποιαδήποτε από τις εγκαταστάσεις εργατικών σκαφών στην περιοχή αυτή (ή οποιαδήποτε άλλη σε η χώρα) θα αποκαλύψει τις απαρχαιωμένες και αρχαϊκές διαδικασίες κατασκευής που χρησιμοποιήθηκαν πριν από 70 χρόνια. Η διαδικασία κατασκευής του workboat είναι πολύ ακριβή, απαιτεί μεγάλη εργασία και δεν έχει αλλάξει πραγματικά από τον Δεύτερο Παγκόσμιο Πόλεμο. Ίσως είναι καιρός να επιστρέψουμε στο σχέδιο και να επανασχεδιάσουμε τη διαδικασία κατασκευής του workboat από το έδαφος, ώστε να μπορέσουμε να αξιοποιήσουμε νέες διαδικασίες συγκόλλησης σε στερεά κατάσταση και άλλες τεχνολογίες αεροδιαστημικής που αναπτύσσονται στο Marshall Space Flight Center της NASA (MSFC) και μείωση των χρονοδιαγραμμάτων παραγωγής. Αν και η ανάπτυξη συγκόλλησης της NASA επικεντρώνεται στην πειθαρχία της αεροδιαστημικής, υπάρχουν πολλές εφαρμογές για αυτές τις ίδιες διαδικασίες συγκόλλησης στερεών καταστάσεων στη ναυτιλιακή βιομηχανία.
Οι τεχνολογίες συγκόλλησης στερεάς κατάστασης στο MSFC της NASA έχουν σημειώσει σημαντική πρόοδο, υποστηρίζοντας τις εφαρμογές της NASA στην αεροδιαστημική βιομηχανία. Εκτός από την συμβατική συγκόλληση τριβής (C-FSW) και την αυτοαντιδραστική συγκόλληση τριβής (SR-FSW), και οι δύο από τις οποίες χρησιμοποιούνται στην κατασκευή κρυοσάνικης διάταξης Space Launch System (SLS), η MSFC αναπτύσσει επίσης τη συγκόλληση υπερήχων (USW ) και τις διαδικασίες θερμικής συγκόλλησης (TSW). Αυτές οι δύο διαδικασίες είναι ανώτερες από το FSW, καθώς τα στοιχεία θέρμανσης, ανάδευσης και σφυρηλασίας αποσυνδέονται για να επιτρέπουν τον ανεξάρτητο έλεγχο κάθε στοιχείου. Αυτό επιτρέπει μεγαλύτερο έλεγχο της διαδικασίας. Τα πλεονεκτήματα της διεργασίας και των τριών διαδικασιών στερεάς κατάστασης (FSW, USW και TSW) προκύπτουν από το γεγονός ότι η διεργασία συγκόλλησης στερεάς κατάστασης λαμβάνει χώρα στην πλαστική φάση κάτω από το σημείο τήξης των συνδεδεμένων υλικών. Αυτό αποκλείει οποιαδήποτε πιθανότητα ελαττωμάτων στερεοποίησης. Τα οφέλη περιλαμβάνουν τη δυνατότητα σύνδεσης υλικών που είναι δύσκολο να συγκολληθούν συγκόλλησης, για παράδειγμα κράματα αλουμινίου 2XXX και 7XXX, μαγνήσιο και χαλκό. Οι διαδικασίες συγκόλλησης σε στερεά κατάσταση μπορούν να χρησιμοποιούν εξοπλισμό σχεδιασμένο για σκοπούς ή τροποποιημένη υπάρχουσα τεχνολογία εργαλειομηχανών και είναι επίσης κατάλληλοι για αυτοματοποίηση και είναι προσαρμόσιμοι για χρήση με ρομπότ.
Άλλα πλεονεκτήματα είναι τα εξής:
• Χαμηλή παραμόρφωση και συρρίκνωση, ακόμη και σε μεγάλες συγκολλήσεις.
• Εξαιρετικές μηχανικές ιδιότητες σε δοκιμές κόπωσης, εφελκυσμού και κάμψης.
• Ενιαίες συγκολλήσεις.
• Δεν υπάρχουν τόξα ή καπνοί.
• Δεν υπάρχει πορώδες.
• Χωρίς εκτόξευση.
• Δυνατότητα λειτουργίας σε όλες τις θέσεις.
• Ενεργειακής απόδοσης.
• Ένα εργαλείο ανάδευσης μπορεί τυπικά να χρησιμοποιηθεί για μήκους συγκόλλησης μέχρι 1000 m (3280 ft) σε κράματα αλουμινίου σειράς 6XXX.
• Δεν απαιτείται καλώδιο πλήρωσης.
• Δεν υπάρχει θωράκιση αερίου για συγκόλληση αλουμινίου.
• Μερική ανοχή στα ατελή παρασκευάσματα συγκόλλησης. μπορούν να γίνουν αποδεκτά λεπτά στρώματα οξειδίου.
• Δεν απαιτείται λείανση, βούρτσισμα ή αποξείδωση στη μαζική παραγωγή.
• Δυνατότητα συγκόλλησης αλουμινίου και χαλκού πάχους> 75 mm (3 ίντσες) σε ένα πέρασμα.
• Μόλις δημιουργηθούν οι παράμετροι συγκόλλησης, απαιτούνται πολύ, πολύ λίγες επισκευές συγκόλλησης
Θερμική ανάμιξη συγκόλλησης
 Εικόνα 2 Μηχάνημα τροφοδοσίας TSW που χρησιμοποιείται για τη συγκόλληση τιτανίου στο MSFC. Εικόνα: NASA Πριν από την εισαγωγή της διαδικασίας TSW, πρέπει να επισημανθεί ότι το FSW είναι μια τεχνολογία σύνδεσης η οποία επεκτείνεται στην εφαρμογή της στις διαστημικές δομές ως μια μέθοδος σύνδεσης στερεάς κατάστασης με ιδιότητες συνδέσεων ανώτερες από τις αρμούς συγκόλλησης με συγκόλληση. Οι μέθοδοι FSW συνδέονται κατά κύριο λόγο με κράματα αλουμινίου υψηλής αντοχής όπως τα κράματα Al-Li που χρησιμοποιούνται για την κατασκευή κρυογονικών δεξαμενών, δομών στήριξης και εξαρτημάτων ατράκτου πυραύλων. Υπάρχει μεγάλο ενδιαφέρον για την επέκταση των μεθόδων σύνδεσης FSW σε κράματα υψηλότερης αντοχής και υψηλότερης θερμοκρασίας, ώστε να συμπεριλάβει εξαρτήματα πυραυλοκινητήρων και άλλες εφαρμογές υλικών υψηλής θερμοκρασίας για χώρο. Ωστόσο, οι υψηλές δυνάμεις τριβής και οι υψηλές θερμοκρασίες συγκόλλησης ανάδευσης καθιστούν μια δύσκολη πρόκληση.
Εικόνα 2 Μηχάνημα τροφοδοσίας TSW που χρησιμοποιείται για τη συγκόλληση τιτανίου στο MSFC. Εικόνα: NASA Πριν από την εισαγωγή της διαδικασίας TSW, πρέπει να επισημανθεί ότι το FSW είναι μια τεχνολογία σύνδεσης η οποία επεκτείνεται στην εφαρμογή της στις διαστημικές δομές ως μια μέθοδος σύνδεσης στερεάς κατάστασης με ιδιότητες συνδέσεων ανώτερες από τις αρμούς συγκόλλησης με συγκόλληση. Οι μέθοδοι FSW συνδέονται κατά κύριο λόγο με κράματα αλουμινίου υψηλής αντοχής όπως τα κράματα Al-Li που χρησιμοποιούνται για την κατασκευή κρυογονικών δεξαμενών, δομών στήριξης και εξαρτημάτων ατράκτου πυραύλων. Υπάρχει μεγάλο ενδιαφέρον για την επέκταση των μεθόδων σύνδεσης FSW σε κράματα υψηλότερης αντοχής και υψηλότερης θερμοκρασίας, ώστε να συμπεριλάβει εξαρτήματα πυραυλοκινητήρων και άλλες εφαρμογές υλικών υψηλής θερμοκρασίας για χώρο. Ωστόσο, οι υψηλές δυνάμεις τριβής και οι υψηλές θερμοκρασίες συγκόλλησης ανάδευσης καθιστούν μια δύσκολη πρόκληση.
Η NASA έχει αναπτύξει μια καινοτόμο παραλλαγή της διαδικασίας FSW που ονομάζεται Thermal Stir Welding (TSW), μια διαδικασία που εισάγει πρόσθετη θερμότητα στο τεμάχιο εργασίας ανεξάρτητα από τη θέρμανση τριβής μεταξύ του εργαλείου ανάδευσης και του μετάλλου. Μια περιγραφή της διαδικασίας TSW εμφανίζεται στο σχήμα 1 και δείχνει τις διαφορές μεταξύ των διαδικασιών FSW και TSW. Στο FSW, δεν μπορούν να αποσυνδεθούν οι στροφές ανάδευσης του εργαλείου ανάδευσης, η θέρμανση από το τρίψιμο των ώμων στην επιφάνεια της άρθρωσης συγκόλλησης και η δύναμη σφυρηλασίας από τον ώμο. Το TSW αποσυνδέει τα τρία στοιχεία διαδικασίας και επιτρέπει τον ανεξάρτητο έλεγχο του καθενός. Το RPM του εργαλείου ανάδευσης ελέγχεται ανεξάρτητα, καθώς και τα συμπιεσμένα φορτία σφυρηλασίας από τις άνω και κάτω πλάκες συγκράτησης. Η θέρμανση ελέγχεται ανεξάρτητα χρησιμοποιώντας ένα επαγωγικό πηνίο. Λόγω του ανεξάρτητου ελέγχου των στοιχείων / παραμέτρων διεργασίας, το πραγματικό όφελος του TSW είναι ιδιαίτερα προκατειλημμένο σε υλικό πινάκων παχύτερης διατομής και κράματα ανθεκτικά στη θερμότητα υψηλότερης αντοχής (π.χ. τιτάνιο, χάλυβες, Inconels κλπ.) Όπου υπάρχει ασυμμετρία μεταξύ των τις παραμέτρους ανάδευσης που απαιτούνται για τη διατήρηση της θέρμανσης με τριβή και των παραμέτρων ανάδευσης που είναι επιθυμητές για τα θερμά καθεστώτα λειτουργίας του κράματος. Για να μην πω ότι το TSW'ing δεν θα ήταν επωφελές για τη συγκόλληση αλουμινίου. Μπορεί να συγκολλήσει όλα τα κράματα αλουμινίου, είτε πρόκειται για λεπτά φύλλα είτε για αλουμίνιο με παχύτερο τεμάχιο, όλα σε ένα μόνο πέρασμα.
Η ανάπτυξη της διαδικασίας TSW οδήγησε στην κατασκευή μιας μηχανολογικής μηχανής πλήρους κλίμακας, η οποία παρουσιάζεται στο Σχήμα 2. Χρησιμοποιήθηκε για να υποστηρίξει τις προηγούμενες εργασίες που χρηματοδοτήθηκαν από την Υπηρεσία Προηγμένων Ερευνητικών Έργων Άμυνας (DARPA) και το Γραφείο Ναυτικών Ερευνών (ONR). Παραδοτέα για αυτό το έργο ήταν η επιτυχής επίδειξη της ενιαίας σύνδεσης των .500-σε-πάχος (25.2-mm-πάχος) εμπορικά καθαρό (CP) τιτάνιο και Ti 6-4 ELI.
Δεδομένου ότι η διαδικασία TSW αποσυνδέει τις λειτουργίες ανάδευσης, θέρμανσης και σφυρηλάτησης της διαδικασίας FSW και επιτρέπει τον ανεξάρτητο έλεγχο κάθε στοιχείου διεργασίας, μπορούν να επιτευχθούν νέες και πολύ μοναδικές εφαρμογές / δυνατότητες χρησιμοποιώντας τη διαδικασία TSW κατά τη διαδικασία FSW. Δεδομένου ότι η διαμόρφωση της μεθόδου TSW χρησιμοποιεί μη-περιστρεφόμενες πλάκες συγκράτησης (αντί για έναν περιστρεφόμενο ώμο στη διαδικασία FSW) για την εφαρμογή φορτίων σφυρηλασίας στο πλαστικοποιημένο ψήγμα, είναι δυνατόν να σχηματίσουμε τις άνω και κάτω πλάκες συγκράτησης σε μια συγκεκριμένη, μοναδική γεωμετρία. Αυτό έγινε στην αναφερόμενη εργασία που ολοκληρώθηκε για το DARPA / ONR. Ένα από τα παραδοτέα ήταν μια εξάγωνη δομή που αντιπροσώπευε ένα δευτερεύον συστατικό στοιχείο πυργίσκου πυροβόλων όπλων. Το σχήμα 3 δείχνει μία από τις γωνίες συγκόλλησης ενώ το σχήμα 4 δείχνει το ολοκληρωμένο τμήμα. Σημειώστε ότι η προετοιμασία συνδέσεων συγκόλλησης είναι γωνίας 60 μοιρών και το εργαλείο ανάδευσης διανύεται μέσα από την προεξοχή συγκόλλησης υπό γωνία σε μία μόνο δίοδο. Μια άλλη εφαρμογή για την οποία θα ήταν ιδανική η μέθοδος TSW είναι η συγκόλληση αρθρώσεων.
Ένα άλλο πλεονέκτημα της διαδικασίας TSW είναι η δυνατότητα συγκόλλησης με χρήση ελέγχου θερμοκρασίας σε πραγματικό χρόνο. Αυτό απαιτεί ακριβή παρακολούθηση και έλεγχο της θερμοκρασίας στη ζώνη συγκόλλησης σε πραγματικό χρόνο. Ένα παράδειγμα θα ήταν η συγκόλληση του τιτανίου, όπου είναι επιθυμητό να διατηρηθεί η θερμοκρασία της συγκόλλησης κάτω από τη θερμοκρασία μετάδοσης βήτα περίπου 890C. (1634F). Προκειμένου να διατηρηθεί αυτή η θερμοκρασία συγκόλλησης, η κατάλληλη θερμοκρασία επαγωγικού πηνίου πρέπει να εξισορροπείται με την παραμορφωτική θέρμανση για να διασφαλιστεί ότι η θερμοκρασία στόχος επιτυγχάνεται και διατηρείται κατά τη διάρκεια ολόκληρης της διαδικασίας σύνδεσης για να παραχθεί μια ομοιογενής μικροδομή. Με τον τρόπο αυτό, εισάγεται στο σύστημα ελέγχου μια θερμοκρασία στόχου εισόδου 870C (1600F). Ο πηνί επαγωγής θερμαίνει το τεμάχιο συγκόλλησης στη θερμοκρασία εισόδου, οπότε το τεμάχιο εργασίας κινείται μεταξύ των άνω και κάτω πλακών συγκράτησης οι οποίες συσφίγγουν στο κατεργαζόμενο τεμάχιο με μια επιθυμητή δύναμη σφυρηλάτησης. Το εργαλείο ανάδευσης αρχίζει τότε να αναδεύεται η ένωση συγκόλλησης. Εάν ο αισθητήρας θερμοκρασίας διαπιστώσει ότι η θερμοκρασία του βραχίονα συγκόλλησης πέσει κάτω από τη θερμοκρασία στόχου εισόδου, ο ρυθμός μετακίνησης επιβραδύνεται ή / και το RPM του εργαλείου ανάδευσης αυξάνει και / ή αυξάνεται η ισχύς του πηνίου επαγωγής. Αυτά τα τρία γεγονότα, είτε ανεξάρτητα είτε παράλληλα, θα αυξήσουν τη θερμοκρασία συγκόλλησης. Σε περίπτωση υπέρβασης της επιθυμητής θερμοκρασίας εισόδου, ο ρυθμός μετακίνησης θα αυξηθεί ή / και το σπειροειδές εργαλείο ανάδευσης θα μειωθεί και / ή η ισχύς του πηνίου επαγωγής θα μειωθεί, όλα τα οποία έχουν ψυκτική επίδραση στο σβώλο συγκόλλησης. Ένα από τα πιο σημαντικά σημεία δεδομένων σε σχέση με τις εξαιρετικές συγκολλήσεις είναι η γνώση ότι διατηρείται σταθερή θερμοκρασία κατά τη διάρκεια της συγκόλλησης με μικρή διακύμανση.
Υπερηχητική ανάμιξη συγκόλλησης
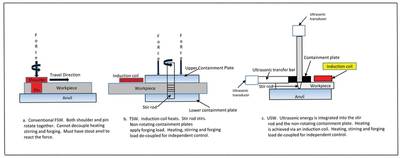
Σχήμα 1 Σχηματική εμφάνιση διαφοράς μεταξύ FSW, TSW και USW. Εικόνα: NASA
Το USW είναι παρόμοιο με το TSW'ing στο ότι η ανάδευση RPM, η θέρμανση και η δύναμη συμπίεσης της πλάκας συγκράτησης έχουν αποσυνδεθεί για μεγαλύτερο έλεγχο της διαδικασίας. Είναι διαφορετικό από το TSW και το FSW στο ότι η υπερηχητική ενέργεια είναι ενσωματωμένη στο περιστρεφόμενο εργαλείο ανάδευσης και στην μη περιστρεφόμενη πλάκα συγκράτησης. Το σχήμα 1 δείχνει ένα σχήμα της διαδικασίας και το σχήμα 5 δείχνει το πρωτότυπο USW που βρίσκεται στο MSFC. Τα οφέλη από τη χρήση της διαδικασίας USW περιλαμβάνουν μονοκόλλητες συγκολλήσεις από αλουμίνιο και ανθεκτικά στη θερμότητα κράματα, μειωμένες δυνάμεις πτύχωσης στον άξονα Ζ, μειωμένες δυνάμεις τριβής στον άξονα Χ, μειωμένες δυνάμεις διάτμησης στον άξονα Χ, αυξημένες ταχύτητες μετακίνησης και αυξημένο εργαλείο ανάδευσης ΖΩΗ.
Δομές Isogrid και Orthogrid
Η κατασκευή πυραυλοκαθαριστήρων του συστήματος Space Launch System (SLS), κυρίως δομών κρυογονικών δεξαμενών, επωφελείται από την ανώτερη αντοχή και ακαμψία που παρατηρείται στις δομές Isogrid και Orthogrid. Το Σχήμα 6 δείχνει ολοκληρωτικά ενισχυμένες δομές Isogrid και Orthogrid. Και οι δομές Isogrid και Orthogrid περιέχουν ενσωματωμένες ενισχυτικές ενισχύσεις οι οποίες χαρακτηριστικά έχουν εξαιρετικές αναλογίες αντοχής σε βάρος ή δυσκαμψία προς βάρος για πολλές εφαρμογές, εκτός από δεξαμενές προωθητικού αεροδιαστημικού εξοπλισμού. Η Isogrid μπορεί να αντέξει τόσο τα συμπιεσμένα όσο και τα κάμψη φορτία, καθιστώντας την ιδανική για διαστημικές και αεροδιαστημικές εφαρμογές. Το Orthogrid έχει παρόμοια οφέλη με το Isogrid, ωστόσο διαφέρει ως προς το δομικό του σχήμα - οι ενισχυτικές πλευρές χρησιμοποιούν τετράγωνο ή ορθογώνιο μοτίβο βάφλας αντί τριγωνικό. Και οι δύο αυτορυθμιζόμενες διαμορφώσεις χρησιμοποιούνται όπου το χαμηλό βάρος, η ακαμψία, η αντοχή και η αντοχή σε ζημιές είναι σημαντικά.
 Εικόνα 6: Ορθογρίδα και Isogrid ενσωματωμένα σκληρυμένες δομές. Εικόνα: Η NASA χρησιμοποιεί τεχνολογίες NASA για ναυτικές εφαρμογές
Εικόνα 6: Ορθογρίδα και Isogrid ενσωματωμένα σκληρυμένες δομές. Εικόνα: Η NASA χρησιμοποιεί τεχνολογίες NASA για ναυτικές εφαρμογές
Η εφαρμογή των τεχνολογιών αεροδιαστημικής στις θαλάσσιες εφαρμογές θα αποτελούσε σίγουρα μια πρόκληση. Μια προσέγγιση "bottom-up" θα πρέπει να εφαρμοστεί ξεκινώντας με την ανάλυση του άγχους και της αποτυχίας που θα οδηγούσε σε προκαταρκτικά σχέδια σκάφους. Τα νέα σχέδια κύτους σκάφους θα μπορούσαν να επικεντρωθούν στην εξάλειψη εκατοντάδων δομικών ενισχυτικών στοιχείων, μειώνοντας σημαντικά το κόστος εργασίας και επιθεώρησης. Τα νέα σχέδια θα επιτρέψουν τη χρήση νέων προηγμένων διεργασιών και υλικών συγκόλλησης σε στερεά κατάσταση. τα ίδια που χρησιμοποιούνται στα προγράμματα κατασκευής διαστημικού υλικού της NASA και σε προγράμματα Ε & Α, όπως το Πρόγραμμα Συστήματος Διάχυσης Διαστήματος. Οι μελέτες ανάλυσης κόστους / ωφέλειας και οι εμπορικές μελέτες θα οδηγούσαν στο σημείο εξισορρόπησης της νέας τεχνολογικής έγχυσης στη ναυτιλιακή βιομηχανία. Ένα προϊόν επίδειξης κατασκευής πρωτοτύπου θα μπορούσε να κατασκευαστεί και να δοκιμαστεί δείχνοντας τα οφέλη εξοικονόμησης κόστους των αυτοματοποιημένων συγκολλήσεων στερεάς κατάστασης με μία πολύ μεγαλύτερη αντοχή από τις χειροκίνητες συγκολλήσεις συγκόλλησης καθώς και περαιτέρω εξοικονόμηση κόστους και θετικό χρονοδιάγραμμα με χρήση αυτοματοποιημένων διαδικασιών ελέγχου συγκόλλησης σε πραγματικό χρόνο.
Αναγνωρίζοντας τις προηγμένες μεθόδους και τεχνικές κατασκευής χρησιμοποιούνται και αναπτύσσονται για αεροδιαστημικές εφαρμογές στην αεροναυπηγική βιομηχανία των ΗΠΑ, ίσως ο τομέας της ναυτιλιακής βιομηχανίας θα πρέπει να διερευνήσει τις τεχνολογίες που περιγράφονται σε αυτό το άρθρο, καθώς και άλλα προηγμένα υλικά και διαδικασίες διαθέσιμες για τον εκσυγχρονισμό των προσπαθειών ναυπηγικής. Οι πιθανές οδοί εκσυγχρονισμού περιλαμβάνουν κοινοπραξίες, εταιρικές σχέσεις και άλλες ρυθμίσεις συνεργασίας που μπορούν να επικεντρωθούν στις εφαρμογές θαλάσσιας κατασκευής.
Λόγω του περιορισμένου χώρου, το άρθρο αυτό συντομεύθηκε και αγγίζει τα κυριότερα σημεία της τεχνολογίας που χρησιμοποιήθηκε και αναπτύχθηκε για τα προγράμματα παραγωγής της NASA. Για περισσότερες πληροφορίες, επικοινωνήστε με τον κ. Sammy Nabors, Πρόγραμμα μεταφοράς τεχνολογίας, Marshall Space Flight Center, 256-544-5226.
1 Η διαδικασία FSW χρησιμοποιήθηκε στο Πρόγραμμα Παραγωγής Εξωτερικών Δεξαμενών για τη στήριξη του προγράμματος διαστημικού λεωφορείου. Το FSW χρησιμοποιήθηκε για την ολοκλήρωση διαμήκων συγκολλήσεων στις τελευταίες έξι δεξαμενές υγρού υδρογόνου (LH) και υγρού οξυγόνου (LOX). Το μόνο γνωστό ελάττωμα FSW προέκυψε κατά την κατασκευή όταν η ισχύς εξανεμίστηκε σε μισή θέση σε μία δεξαμενή συγκόλλησης δεξαμενών LH. Μετά τη διάθεση του πίνακα επανεξέτασης του υλικού (MRB), αποφασίστηκε να χαρακτηριστεί μια τεχνική επισκευής του FSW, εμποδίζοντας έτσι τη διάλυση της δεξαμενής υγρού υδρογόνου
Σχετικά με τον συντάκτη: Jeff Ding
Ο Jeff Ding ξεκίνησε τη σταδιοδρομία του στο Marshall Space Flight Center της NASA τον Ιούνιο του 1986. Η εκπαίδευσή του περιλαμβάνει BS στην Βιολογία, Bowling Green State University 1976, BS Welding Engineering, Οχάιο κρατικό πανεπιστήμιο 1986 και Masters in Science στο Πανεπιστήμιο του Tennessee 1993 (FSW) στον οργανισμό της NASA κατά το χρονικό διάστημα 1995/1996, όταν εξασφάλισε ένα οριζόντιο διατρητικό μηχανισμό Kearney και Trecker 14 τόνων και το μεταμόρφωσε στο πρώτο σύστημα FSW της NASA. Ολοκλήρωσε τις πρώτες του συγκολλήσεις FSW τον Νοέμβριο του 1996. Συνέχισε την ανάπτυξη του FSW καθώς και την συγκόλληση υπερήχων (USW) και την θερμική συγκόλληση συγκόλλησης (TSW) από το 1996 και έχει συντάξει 13 διπλώματα ευρεσιτεχνίας των ΗΠΑ σε στερεά τεχνολογία συγκόλλησης.

Ναυπηγική - Κοινοπραξία Παραγγελιών Ζευγαριού Πλοίων Εμπορευματοκιβωτίων

«2 Ημέρες, 50 Λιμάνια»: Η New Wave Media Αποκτά το Συνέδριο και την Έκθεση Port of the Future

Η HD Hyundai Philippines κόβει χάλυβα στο πρώτο της πλοίο

Οι Χούθι ανέλαβαν την ευθύνη για την επίθεση σε δεξαμενόπλοιο που συνδέεται με το Ισραήλ

")






